Common issues in producing components in Thermoplastics are known as Porosity and Voids. These issues are characterized by small bubbles or pockets found in thicker sections of molded thermoplastic parts. Generally, small bubbles are called Porosity and larger bubbles or pockets are called Voids.
Porosity or voids are often caused by the combination of two things:
1 – Shrinkage in Thermoplastics
2 – A frozen gate or wall.
Thermoplastics expand significantly during plasticizing and heating of the material. Once the material is injected into the mold cavity, it begins to cool and shrink. This shrinkage can cause voids or porosity to form in the middle of the wall thickness, as the material shrinks towards the mold wall that is causing the cooling. The polymer chains that stretched out to promote flow are now compressing on themselves taking up less space. If the gate or wall that is feeding the thicker section is frozen and thus no longer delivering molten material, the void or porosity can no longer be filled in and thus stays when the part is fully cooled.
Voids or porosity can sometimes be mistaken for gas entrapment. Gas entrapment is an issue that more often occurs at the end of fill and is a result of poor venting and gating/part design. Porosity is generally found in thicker sections of parts. Often times in unfilled materials, voids will form, as the shrinkage leads to one large bubble. In filled materials, porosity forms, as the filler keeps some amount of resin in place thus causing smaller pockets or bubbles.
The fix to eliminate Porosity is to continue to deliver material to the thicker section that is to contain Porosity. The effectiveness of this approach depends on gating and part design. It is easier to fix porosity in a thicker section of the part that is closer to the gate than farther away because that section of the part will be molten for longer if it’s closer to the gate. The key factor is keeping the portion of the part that feeds the thicker section molten for longer. The longer the feed portion is molten, the more material you can deliver to the thick section.
A very thick part offers a great demonstration of how porosity can be reduced. The volume of material in the below pictures is a cylinder .500” in diameter by .500” long. The process was modified to continue to increase Pack Time. This resulted in continuing to deliver more material to the thick section, thus reducing Porosity. Any process variable that allows you to deliver more material to the thicker section will help. A gate freeze off study is a good test to help you gauge if your gate is large enough and stays molten for long enough. It may also tell you if you need to increase your gate size to fix the issue.
This has been a short discussion on Porosity and the cause. If you have questions, please leave a comment below or contact us at sales@hitechmoldtool.com.
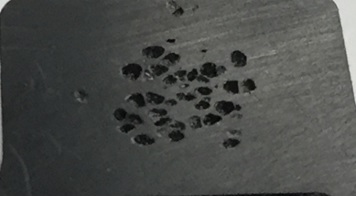

Medium Pack Time
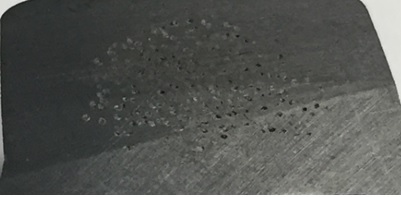
High Pack Time
{kind=link}